| 是否提供加工定制: | 是 | 品牌: | 东升机械 |
| 种类: | 工程机械 | 型号: | DSYG30/600 |
| 别名: | 工程钢圈成型机械 | 用途: | 用于重载钢圈的加工成型 |
| 电动机功率: | 190(kw) | 外形尺寸: | 3000×3200×4500(mm) |
| 重量: | 25(t) |
设备的主用途要和技术参数.
1.用途
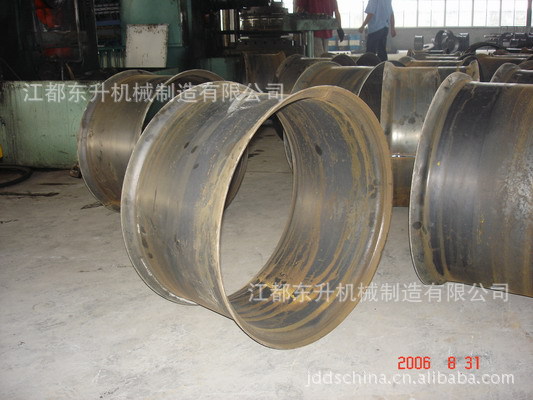
本机主要用于平板轮辋的冷滚压成型,可以加工轻型汽车、客车、轿车以及农业机械和小型工程机械用的轮辋,若配以相应的辅助模具及工装,亦可用于无内胎车轮和金属桶体的冷滚压加工。
并可根据滚型件截面形状决定由一滚成型或二滚、三滚甚至多滚成型;本机与热滚型轮辋相比,轮辋的精度高,强度大;与非悬臂式滚型机相比,轮辋装卸方便,生产效率高,单件能耗底,操作维修及模具的装卸调整方便。
2.主要技术参数
1) 加工轮辋直径:16″~ 38″
2) 加工轮辋宽度:4.5″~ 20″
3) 加工轮辋板厚:3mm ~ 5mm
4) 上轴直径: φ2000-0.02
5) 下轴直径: φ2000-0.02
6) 两轴最大中心距:570mm
7) 两轴最小中心距:340mm
8) 主轴有效装模长度:550mm
9) 滚压力: 400KN(10Mpa)
10) 主轴转速: 约200转/分钟
11) 电器控制方式:PLC控制
13)总功率: 128KW
(三)设备的外形及结构特点
本机主要由上轴和摆轴(下轴)的悬臂端分别装以上、下滚型模,在双轴反向旋转中,摆轴渐渐上升,使工件在上下模接触后,施加一定的压力滚压成型。
一对导向轮在上轴的左右分布,用于对滚型工件在滚形中控制工件成形的稳定性;调整导轮机构的上下、左右和前后的位置,可防止工件在滚形过程中发生的轴向窜动和径向摆动。
组成结构:机身、送料架、上轴、下轴(摆轴)、铰轴、左右导向轮、摆轴(下轴)倾角调节机构、液压系统、气动系统、电气系统等十大部分组成。
1) 机身:它是本机的基础件,前为手动送料架,后为传动装置;上下轴、摆轴等装入其中,液压站与机身为分开独立设置;左右两侧为调节工作门,电气控制箱与液压站连在一起,整台机器所需的一切动作均由连接电气控制箱的电控操作站(台)控制。
2)送料架:由两件钢管焊合件及架座组成,可根据工件直径的大小,调节两钢管的中心距及架座的高低位置,使轮辋能自由的套入下滚型模上,并有可靠的轴向定位装置。当将电气按钮调至“运行”位置时,向里推动送料架碰到行程开关撞杆,即可完成滚型的全部动作过程即:工件上升、保压延时滚型、工件下降。
3)上轴:由液压马达直接驱动;当主油泵启动后上轴以一定的速度转动。
4)下轴:由铰接油缸HSG-φ180/125E托起,使之回绕铰接轴上下摆动,其后部装有同步差速机构,以保证上下滚型模的线速度相同,在生产过程中,因模具修整直径发生变化时,同步差速器可起到补偿作用,减少滚型模与轮辋表面的滑动摩擦。
5)铰轴:两轴端均装有关节轴承支承,是摆轴的回转中心;其后部支承的中心位置可由机身后右侧的两个手轮调节,使之上下移动;以保证摆轴与上轴轴线之间达到工艺所需要滚压时的平行程度;下轴的径向调整范围为:±1.0°。还可调节铰轴中部的两个螺母,使摆轴轴向位移,确保上下滚型模之间轴向的吻合精度。
6)左右导轮架装置:左右导向轮分别由两只气缸带动在各自的导向轮上升降,导向轮装置可上下及左右任意调整;在工作前应根据加工不同轮辋的直径,上下和左右调整导轮架,并使之在最佳的位置上,以稳固轮辋在滚压成型时不发生前后窜动或左右晃摆。
7)摆轴(下轴)倾角调节机构(附图3)
为了使上下轴的滚型模具接触时在一个平面上,有时需要对下轴的倾角进行调整,其调整方法为:当下轴的的前端(装模具端)需往上调整时,松开调切螺钉2,转动调节螺钉1使滑块下移,从而带动摆轴的一端下降,另一端(装模具端)上升到所需角度后锁紧螺母。反之则可实现向下倾角的调整。下轴的左右的微调是通过紧定螺钉3来实现的。本机上下倾角的调整范围在±1.5°。